熱間鍛造
それぞれの形状に最適な生産設備・方法を選んで鍛造致します
熱間鍛造技術
900℃から最大1300℃まで加熱された素材を鍛造プレスにて成型していきます。
使用する素材は一般炭素鋼、クロムモリブデン鋼、ステンレス鋼など多岐にわたります。
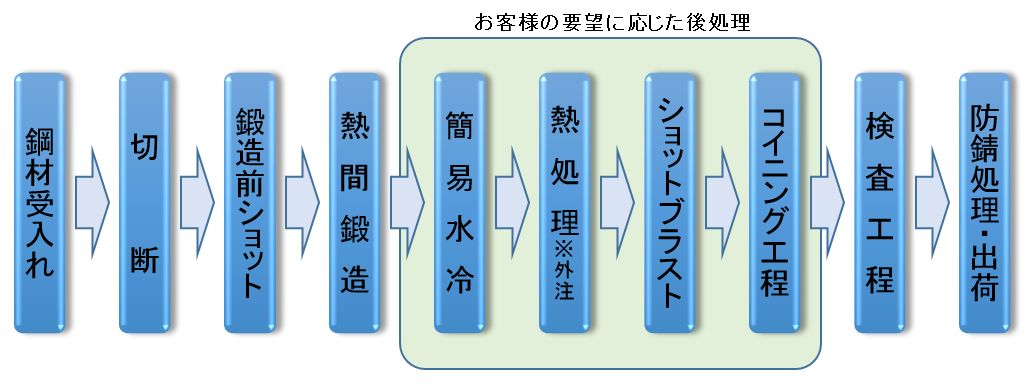
鍛造後後処理
ステンレス鋼材を使用した製品では、水冷装置により鍛造後冷却をいたします。
また、お客さまの要望に応じて、「固溶化」「焼準」などの熱処理(外注)、精度が必要な個所においては「コイニング工程」を追加いたします。
出荷においてはショットブラスト処理後、防錆油※を塗布致します。
※防錆油に関してはSOC非含有のものを使用しておりますが、個別銘柄指定の場合は別途相談ください。

金型作成
杉浦工業で使用する金型は100%内製化しております
またお客様に要望に合わせまして製品装着用治具のアドバイスもいたします
ホットホビング法による型生産
金型寿命の短い熱間鍛造では短期間に沢山の金型が必要となります。
杉浦工業では、独自技術である「ホットホビング法」により、バラツキの少ない金型を一度に大量生産することが可能です。
1ロットの生産数が多い製品ではこの工法がお勧めです。
マシニングセンターを使用した型生産
ホットホビング法に比べて、短納期で金型を作成することができます。
図面打合せ後、概ね2週間以内に初品を提出することが可能です。
多品種少量生産、試作生産ではこの工法がお勧めです。

生産設備
- 300t 鍛造プレス
- 400t 鍛造プレス
- 500t 鍛造プレス
- 600t サーボプレス
- 60t コイニングプレス
- 250t 冷間プレス
- 鍛造後簡易水冷治具
- ショットブラスト
- シャー切断機
- 丸ノコ切断機
- 精密放電加工機
- NC旋盤、各種汎用旋盤
- ワイヤーカット
- マシニングセンター
- 3次元測定機
- デジタルマイクロスコープ
- 非接触型レーザスキャナ測定器